







板ばね機械
1910年、専用プレス機メーカーとして創業、自動車の普及にともないばね製造機械メーカーとして、その独創性が評価され、
国内のみならず世界のバネメーカーから「熱間バネの専用機ならMorita」として高い信頼を得てきました。

STEP 2圧延
圧延機
ロールによって材料に圧力を加えて、より薄くあるいはり細く延ばす加工技術です。
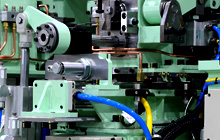
CNC板バネ先端圧延ユニットLTP202R
装置概要
本機は加熱された板バネ素材の先端をテーパー状に圧延するものです。圧延は上下2ケのワーキングロール(真円)とドローベンチによって行われます。テーパー形状は上ロールの上下動作(電気サーボ機構)を数値制御することにより、型交換することなく望みのものが得られます。従って、パラボリックテーパーの圧延に最も適していると言えます。多品種のバネの形状データを記憶する能力を持っています。
※この設備(片側ずつの圧延)の他に、全体加熱された材料を1パスで圧延する設備もあります。
構成一覧
- パラボリックテーパー圧延機
- 挿入装置
- ドローベンチ&取り出し装置
- ロールアッシー交換装置
- 材料供給装置(オプション)
- ディスケーラー(オプション)
- 次工程への搬送装置(オプション)
仕様
※表は左右にスクロールできます。
| 製品仕様 | 板幅 | 44.5~125mm |
|---|---|---|
| 板厚 | Max. 50mm | |
| 圧延前の素材長さ | 800~2000mm | |
| 圧延後の長さ | 1000~2500mm | |
| テーパー部の長さ | Max. 1500mm | |
| パス回数 | 最大10パス | |
| 機械仕様 | 圧延力 | 60,000kg |
| ワーキングロール上下 | ACサーボモータドライブ | |
| ワーキングロール | 回転可変速制御モータードライブ | |
| ドローベンチ引っ張り | ACサーボモータドライブ | |
| ドローベンチクランプ | 油圧ドライブ式 | |
| 搬送・位置決め | モーター&空圧ドライブ | |
| サイクルタイム | テーパー長 800~1000mm の場合: (7.2~8.0sec) x 圧延パス回数+7.5sec テーパー長 300~ 500mm の場合: (5.7~6.5sec) x 圧延パス回数+7.0sec |
|

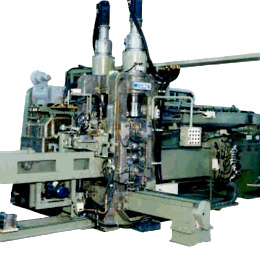
フォークアーム圧延機LTP405
装置概要
本機は加熱されたフォークアーム素材の板幅と板厚を圧延するものです。板幅は幅押しロール、板圧の圧延はワーキングロールとドローベンチによって行われます。材料のテーパー形状は、上ロールの上下動作(電気サーボ機構)を数値制御することにより型交換することなく成形が可能です。多品種の製品形状データを記憶する機能を持っています。
構成一覧
- 幅押し装置
- 幅押しロール交換装置
- 挿入装置
- フォークアーム圧延機
- ドローベンチ&取出し装置
- ロールアッシー交換装置
- 材料供給装置
- ディスケーラー
- 製品番号刻印装置
- 次工程への搬送装置
仕様
※表は左右にスクロールできます。
| 製品仕様 | 板幅 | 70~90mm |
|---|---|---|
| 板厚 | 34~106mm | |
| 圧延前の素材長さ | 900~2200mm | |
| パス回数 | 最大15パス | |
| 機械仕様 | 圧延力 | 250,000kg |
| ワーキングロール上下 | ACサーボモータドライブ | |
| ワーキングロール | 回転可変速制御モータードライブ | |
| ドローベンチ引っ張り | ACサーボモータドライブ | |
| ドローベンチクランプ | 油圧ドライブ式 | |
| 搬送・位置決め | モーター&空圧ドライブ |